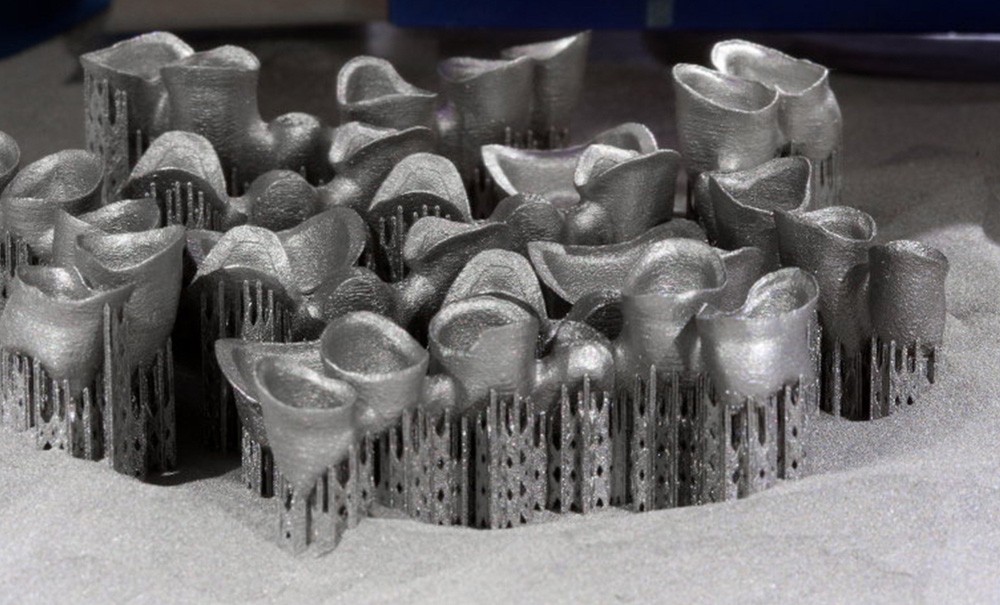

La technique de coulée à cire perdue est la méthode traditionnelle de mise en forme des infrastructures prothétiques métalliques employée par les laboratoires depuis plus de soixante-dix ans. Avec l’avènement de la CFAO, l’usinage piloté s’est progressivement développé, pour la prothèse fixée notamment, depuis les années quatre-vingt. La dernière décennie a vu l’avènement d’un procédé additif de FAO par microfusion laser sélective (SLM) qui permet une mise en forme plus rapide et plus économique de la plupart des structures prothétiques métalliques en cobalt-chrome (Co-Cr). Les deux articles analysés comparent les propriétés remarquables des éléments produits par SLM, par coulée traditionnelle ou par d’autres procédés de fabrication assistée par ordinateur (FAO). Le premier article est une revue de littérature parue en 2015 qui fait la synthèse d’une sélection de 48 articles publiés jusqu’en 2013. Il rapporte ainsi que la fraction de porosités au sein des structures produites par SLM est très faible, voire nulle, comparée aux alliages coulés notamment. Il en résulte de meilleures propriétés mécaniques pour les alliages SLM.
Les études électrochimiques ne montrent pas de différences significatives concernant le comportement en corrosion du Co-Cr, très bon quel que soit le procédé de mise en forme. La précision d’ajustage au niveau marginal et vertical des éléments réalisés est par ailleurs bien supérieure pour les éléments SLM que pour ceux mis en forme par coulée. C’est même l’usinage qui présente les moins bons résultats du fait des limites d’accès des fraises, de leur usure et des vibrations générées par ce procédé pendant la mise en forme.
Les auteurs de cette revue soulignent donc les meilleures performances de la microfusion laser sélective concernant la qualité de la structure, les propriétés mécaniques et la précision d’ajustage des éléments produits. Ils insistent toutefois sur la rigueur du procédé nécessaire concernant les paramètres de réglage du dispositif qui doivent être précisément adaptés aux caractéristiques spécifiques de l’alliage employé, afin d’atteindre une fusion totale de la poudre d’alliage pour obtenir les meilleures propriétés d’homogénéité et de densité. Les pièces produites doivent aussi subir un traitement thermique pour réduire le stress résiduel lié à la fusion par couches successives. Les auteurs considèrent également le procédé de microfusion laser sélective supérieur à l’usinage et à la coulée du point de vue économique concernant le temps de travail nécessaire au laboratoire, les matériaux employés, leur recyclage ainsi que du point de vue de la productivité.
Le second article, publié début 2019, confirme les qualités des éléments produits par SLM à l’aide d’une étude comparative qui révèle aussi la présence de porosités et défauts internes dans les échantillons coulés, alors que ceux mis en forme par les différentes techniques de FAO en sont quasi indemnes. Ils incluent dans cette étude un nouveau procédé d’usinage « tendre » d’alliage pré-fritté usinable à sec. Les échantillons SLM présentent une dureté et un module d’élasticité plus élevé qu’avec tous les autres procédés. Du point de vue de la résistance à la corrosion, aucune différence significative n’a été observée selon le procédé mais les auteurs soulignent la grande résistance des alliages Co-Cr, qui présentent notamment un niveau d’ions libérés très inférieur aux limites tolérées par la norme ISO.
Commentaires
Les moyens de conception assistée par ordinateur ont révolutionné la maîtrise des conceptions des infrastructures prothétiques. Le logiciel permet d’optimiser les formes des connexions, toutes les dimensions, les épaisseurs de l’infrastructure, ainsi que les espacements dévolus au ciment. De plus, la réduction homothétique numérique permet de garantir l’espace et le soutien optimal pour la céramique cosmétique à partir d’un projet idéal. Le gain de qualité et de temps est considérable par rapport à la méthode conventionnelle de réalisation d’une maquette de fonderie en cire. D’autre part, les longues infrastructures réalisées par coulée à cire perdue nécessitent souvent des procédures de correction par soudure ou brasure qui augmentent le nombre de séances cliniques et sont autant de points de faiblesse mécanique dans la prothèse finie. Les infrastructures réalisées par CFAO ne subissent pas la déformation incontrôlée de la maquette en cire et ne nécessitent donc, le plus souvent, aucune correction. Mais l’usinage du cobalt-chrome est long et coûteux.
La microfusion laser sélective (SLM) est un procédé additif de mise en forme des infrastructures beaucoup plus rapide et qui génère peu de débris. Les deux articles rapportés montrent qu’elle donne lieu aux meilleures qualités mécaniques et à la plus grande précision des pièces produites. Toutes les formes y sont possibles, y compris des structures alvéolées pour assurer la rétention de résines dans les prothèses fixées complètes sur implants (type « all on 4 ») ou même des châssis de prothèses à infrastructure métallique. Les coûts de production en SLM sont faibles, mais l’investissement matériel de départ est très important, les réglages et la maîtrise du process exigeants.
Des centres d’usinages spécialisés proposent aux laboratoires équipés d’un scanner capable de générer des fichiers .stl de produire les éléments en SLM à un coût qui est bien souvent équivalent, voire inférieur, au coût de production d’une pièce coulée pour une qualité considérablement optimisée. Cette « délocalisation » de la production décharge le laboratoire de prothèse des contraintes de maintenance et de l’investissement dans des machines coûteuses. Les fichiers de conception sont envoyés instantanément par Internet et la pièce produite renvoyée par colis avec une fiche de traçabilité. Le procédé SLM semble être actuellement qualitativement et économiquement le plus performant pour la réalisation des infrastructures métalliques en Co-Cr.







Commentaires